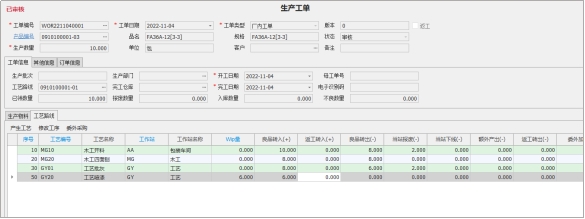
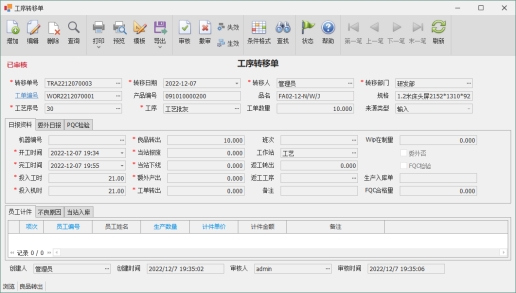
工序转移单用于在生产过程中前工序转移到下工序时,同时转移的同时也可记录工序的投入工时,生产人员计件等信息。
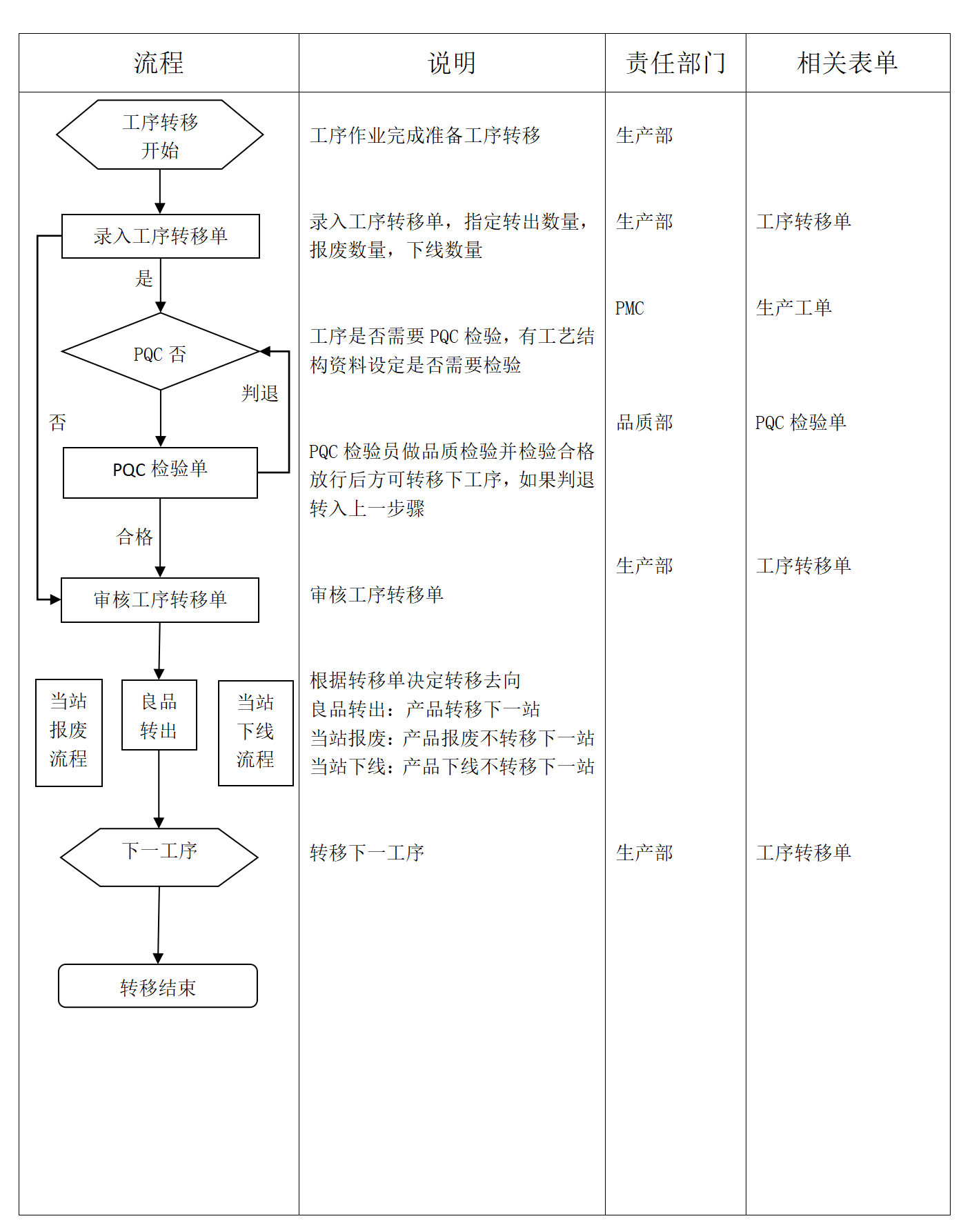
工序转移去向包含以下几种:

栏位名称 |
是否必填 |
栏位说明 |
转移单号 |
是 |
转移单号 |
转移日期 |
是 |
转移日期 |
工单编号 |
是 |
|
产品编号 |
是 |
产品编号 请参见 产品资料 |
品名 |
否 |
品名 |
规格 |
否 |
规格 |
工序序号 |
是 |
工序序号,例如:10,20,30 ,取自生产工单工艺清单 |
工序编号 |
是 |
工序编号 |
开工时间 |
是 |
开工时间 |
完工时间 |
是 |
完工时间,完工时间不可小于开工时间 |
投入工时 |
是 |
投入人工工时(分钟) |
投入机时 |
是 |
投入机器工时(分钟) |
来源类型 |
是 |
来源类型,包含:输入,扫描 |
备注 |
否 |
备注 |
转移人 |
否 |
转移人 |
转移部门 |
否 |
转移部门 |
机器编号 |
否 |
工序使用的机器,来源机器资料 |
班次 |
否 |
当前生产的班次,例如:白班,夜班 |
良品转出 |
是 |
工序良品转出到下一工序的数量 |
当站报废 |
是 |
当前工序生产报废数量,报废数量不会转移到下一工序 |
当站下线 |
是 |
当前工序生产下线数量,当站下线是指生产到一半不再需要生产了,需要将半成品下线到仓库 |
额外产出 |
是 |
当前工序生产时额外生产出的数量 |
工单转出 |
是 |
工单转出数量,由该工单转出到另一个工单的数量 |
返工转出 |
是 |
当前工序发现不良需要返回前工序返工的数量 |
返工工艺 |
是 |
当前工序发现不良需要返回前工序的哪个工序,注意:不可返回后工序 |
WIP在制量 |
是 |
WIP在制量,当前工序正在生产的数量 |
委外否 |
是 |
当前工序是否需要委外 工序委外流程请参见 工序委外说明 |
PQC检验 |
是 |
当前工序是否需要PQC检验 |
PQC合格量 |
是 |
当前工序PQC合格数量 |
生产入库量 |
是 |
生产入库数量 |
员工计件 |
||
项次 |
否 |
项次 |
员工编号 |
否 |
员工编号 |
员工姓名 |
否 |
员工姓名 |
生产数量 |
否 |
生产数量 |
计件单价 |
否 |
计件单价 |
计件金额 |
否 |
计件金额 |
不良原因 |
||
项次 |
是 |
项次 |
不良原因 |
是 |
存在不良时,指定不良原因 |
不良原因名称 |
是 |
不良原因名称 |
不良数量 |
是 |
不良数量,不可超过工序数量 |
责任工序 |
是 |
不良的责任工序 |
责任工序名称 |
是 |
责任工序名称 |
当站入库 |
||
项次 |
是 |
项次 |
产品编号 |
是 |
当站下线的产品编号,一般为半成品产品 |
品名 |
是 |
品名 |
规格 |
是 |
规格 |
单位 |
是 |
单位 |
下线数量 |
是 |
下线数量不可超过工序数量 |
下线仓库 |
是 |
下线仓库,将产品下线入库到该仓库 |
仓库名称 |
是 |
仓库名称 |
批次号 |
否 |
批次号 |
备注 |
否 |
备注 |
PQC检验 |
||
检验单号 |
否 |
PQC检验单号,点击蓝色字体可跳转到PQC检验单 |
检验日期 |
否 |
单据日期 |
检验员 |
否 |
检验员 |
送检时间 |
否 |
送检时间 |
送检数量 |
否 |
送检数量 |
合格数量 |
否 |
合格数量,如果合格数量小于良品转出数量,本工序转出以PQC合格量转出为准 |
判定结果 |
否 |
判定结果是合格还是拒绝,拒绝后本次不可转出,需要等待PQC在此检验合格勾方可转出下一工序 |
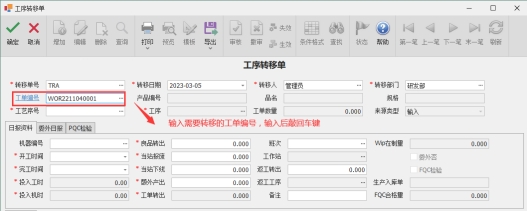
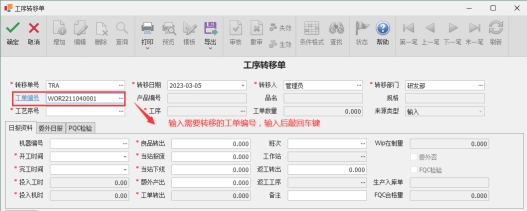
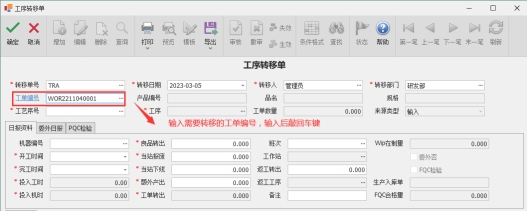
工序转移单新增时,必须输入工单编号将自动带入其他的信息。在输入工单编号后,将会自动带出工艺序号,工艺编号等信息,方便快速输入。
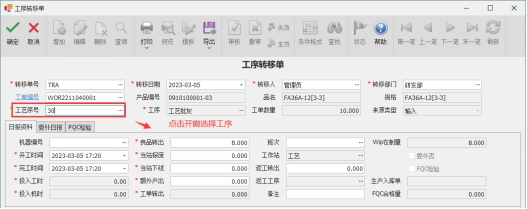
1)点击增加按钮进入新增模式,首先选择或输入需要转移的工单编号(如下图),输入完成按下回车键即可自动带出当前工单的工序信息
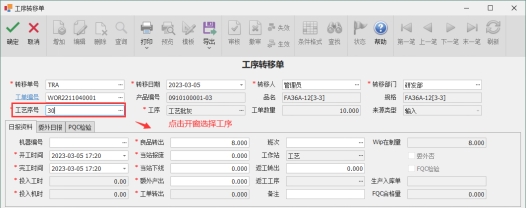
2)选择需要转移的工序,在工序编号栏位点击开窗可以选择

3)录入开工时间和完工时间,输入完后将自动计算投入的公式和投入的机器工时
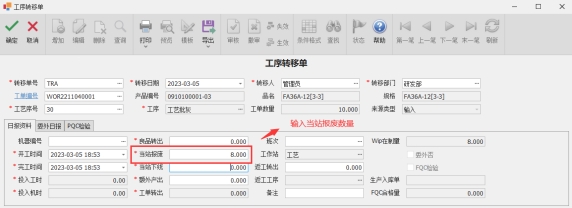
4)输入转出数量,如果当站正常转出则在“良品转出”栏位输入转出数量,如果当站存在报废则在“报废数量”输入报废数量。
如果当站下线则在“当站下线”栏位输入下线数量

5)输入计件人员信息,例如参与生产的人员和生产数量(如果不需计件管理)此步骤可跳过

6)输入完成点击“确定”按钮进行保存即可完成转移
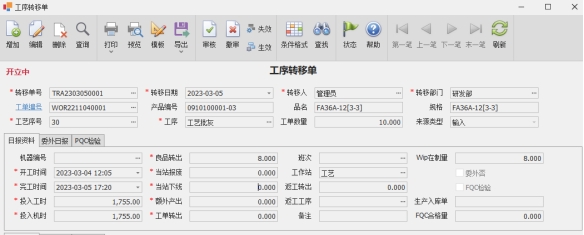
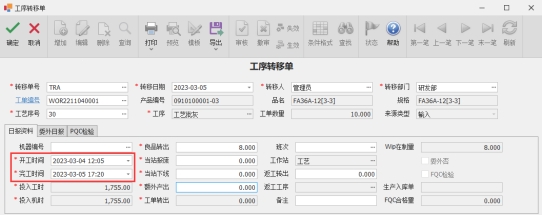
当站报废是指当前工序在生产过程中产生报废的情况,在生产系统中使用工序转移单进行报废转出,转出后报废品转入仓库报废仓,当站报废将被记录到生产成本中
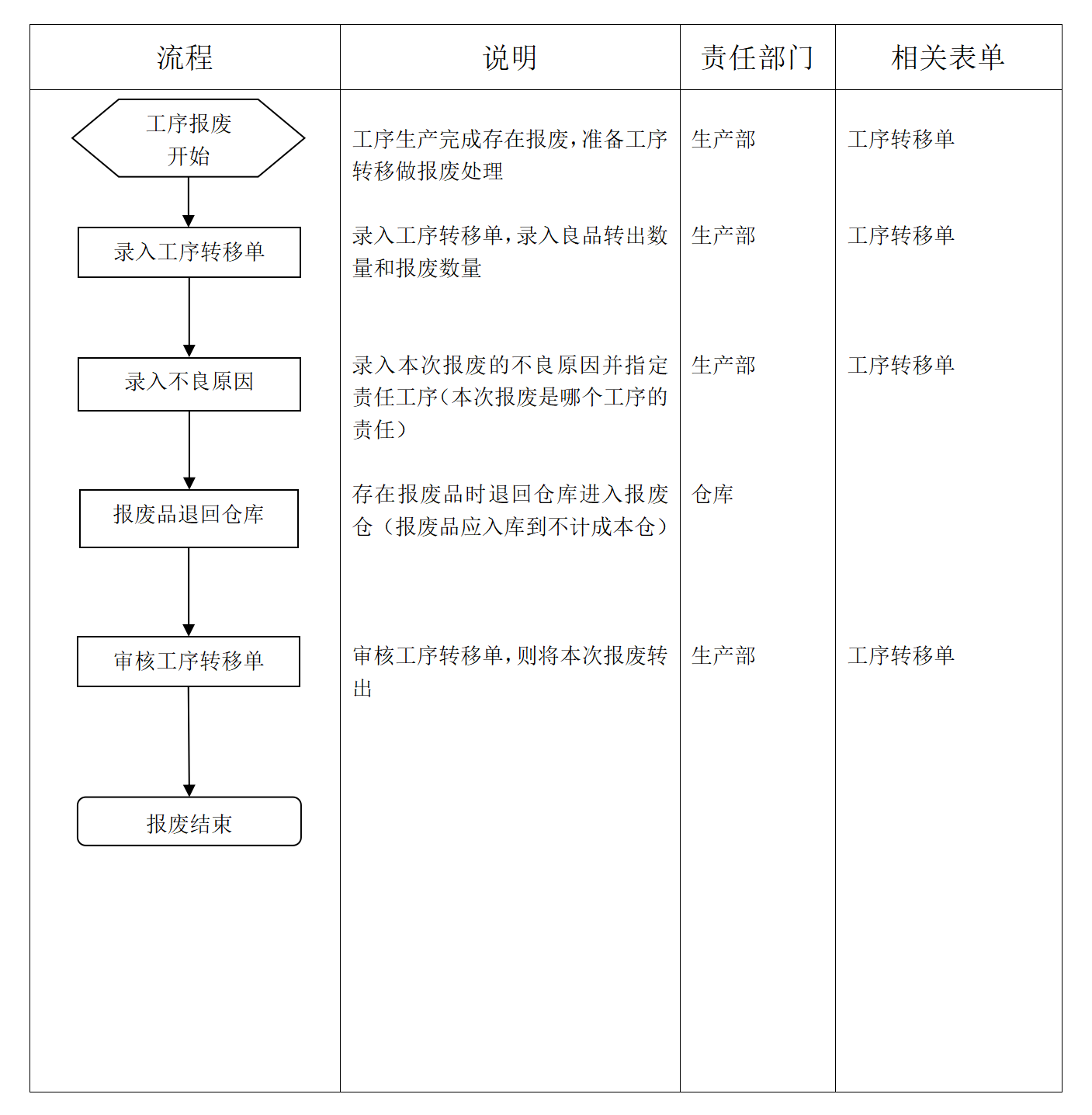
1)点击增加按钮进入新增模式,首先选择或输入需要转移的工单编号(如下图),输入完成按下回车键即可自动带出当前工单的工序信息
2)选择需要转移的工序,在工序编号栏位点击开窗可以选择
3)录入开工时间和完工时间,输入完后将自动计算投入的工时和投入的机器工时

4)输入当站报废数量,报废数量不可大于当站转入数量,并且报废数量可与良品转出同时存在,例如:当站转入8,当站转出5,当站报废3
5)输入计件人员信息,例如参与生产的人员和生产数量(如果不需计件管理)此步骤可跳过

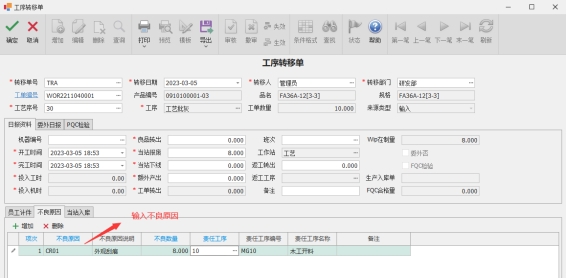
6)输入报废的不良原因信息,例如报废的原因和报废责任工序
7)输入完成点击“确定”按钮进行保存即可完成转移
当站下线是指当前工序在生产过程中不再需要继续生产,半成品从生产下线,在生产系统中使用工序转移单进行当站下线,下线后转入仓库
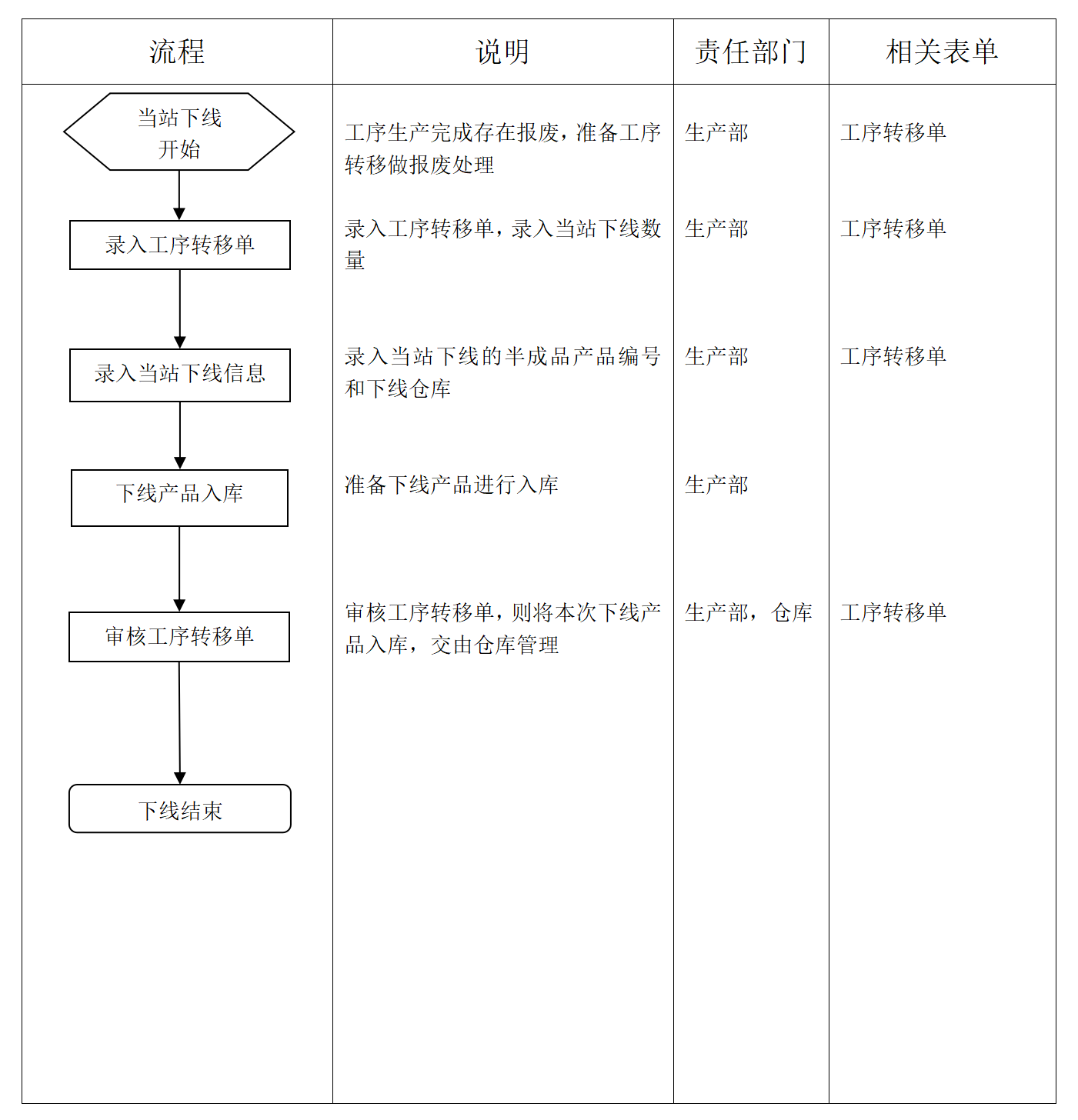
(1)点击增加按钮进入新增模式,首先选择或输入需要转移的工单编号(如下图),输入完成按下回车键即可自动带出当前工单的工序信息
2)选择需要转移的工序,在工序编号栏位点击开窗可以选择
3)录入开工时间和完工时间,输入完后将自动计算投入的公式和投入的机器工时

4)输入当站下线数量,下线数量不可大于当站转入数量,并且下线数量可与良品转出同时存在,例如:当站转入8,当站转出5,当站下线3

5)输入计件人员信息,例如参与生产的人员和生产数量(如果不需计件管理)此步骤可跳过

6)输入当站下线的产品信息,例如下线的半成品料号和下线仓库
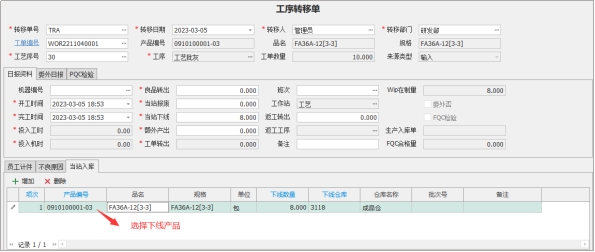
7)输入完成点击“确定”按钮进行保存即可完成转移,审核工序转移单后,下线产品的库存将会增加
在工序转移单画面上,会有一个WIP量的栏位,WIP量代表工序在制量,也就是当前工序正在生产的数量,如果WIP量为0 ,则本次无法转移(有可能是上一工序还未流转到本工序)
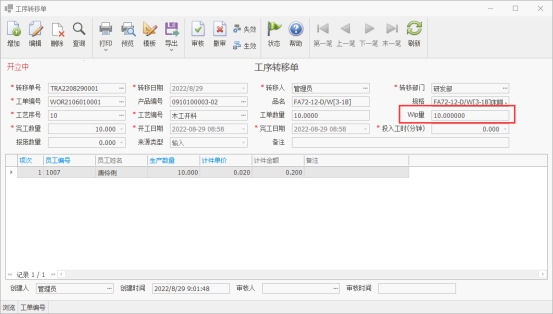
在工单中可以查看工序进度,如果wip量大于0则代表该工序正在生产中